Poultry Feed Blog Series: 3
Of all the hidden costs in maize procurement for poultry, aflatoxin is the one that does not show up gradually as it arrives in a single event. One contaminated consignment, one batch of feed, one flock exposed to aflatoxin B1 above 20 ppb and the cascade of costs begins: liver damage and immunosuppression in birds, increased mortality, condemned carcasses, veterinary intervention, and a batch of finished feed that cannot leave the plant.
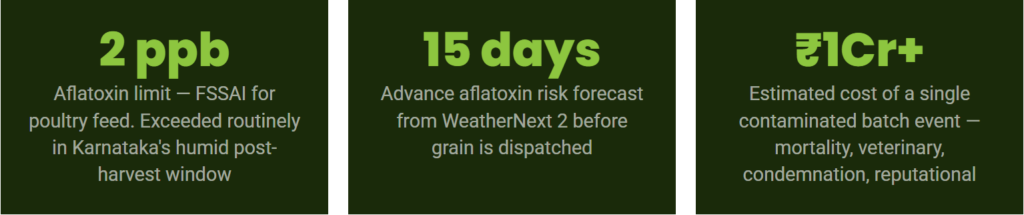
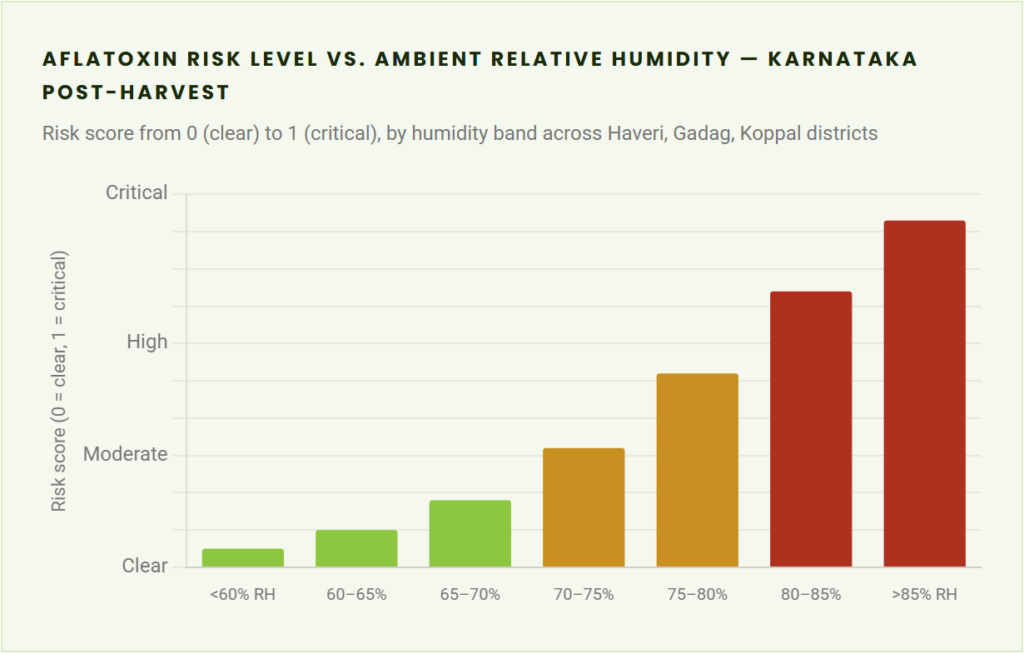
Karnataka’s post-harvest maize window, June through September, coincides with high humidity and temperature conditions that are ideal for Aspergillus flavus growth. Maize harvested at 16–18% moisture and stored without monitoring can reach contamination levels of 40–60 ppb within 10–14 days. By the time a visual inspection flags a problem, the grain has often already been transported, traded, and incorporated into feed batches.
The financial impact is not theoretical. A broiler integrator processing 50,000 birds per week who receives a single contaminated maize consignment faces: 5–8% excess mortality in exposed flocks (2,500–4,000 birds), reduced weight gain across the batch, potential condemnation of finished product, FSSAI compliance exposure, and reputational risk with downstream customers. Conservative total: Rs. 80 lakhs to Rs.1.2 crores per incident.
“Aflatoxin is not a procurement problem. It is a monitoring gap between the farm and intake gate, something happened and nobody was watching.”
RootsGoods addresses this at two levels. At the FPO, every lot is scanned using NIR spectroscopy for moisture and fungal indicators, with contaminated lots flagged and held before dispatch. At the district level, our WeatherNext 2 (Google DeepMind) integration generates a 15-day aflatoxin risk forecast by district, so your procurement team knows which FPOs are in high-risk humidity windows before placing a purchase order, not after the truck arrives.
This forecast-first approach means high-risk lots are either delayed, re-routed to lower-risk FPOs, or subjected to enhanced drying protocols before dispatch. Hence, eliminating the contamination event rather than managing its aftermath.
In Part 4, we close the series with the most direct working capital drain: intake rejection and the cost of saying no at your gate.
